降低生产成本,变废为宝——螺杆机筒翻新修复专家!
碳化钨合金喷涂修复工艺,国内领先技术!
专业定做、翻新修复——注塑机螺杆、挤出机螺杆、橡胶机螺杆、押出机螺杆、锥双螺杆、平双螺杆。翻新后的螺杆机筒效果跟新的一样好!
一、哪些螺杆机筒适合翻新修复:
生产过程中,出现产量下降,压力降低,塑化变差等等情况,那是因为螺杆机筒磨损了,配合间隙变大而导致的。在这种情况下就需要翻新修复螺杆机筒或者更换新的螺杆机筒了;为了降低成本,很多客户都选择翻新修复螺杆机筒,根据客户实际生产用料情况(有无加纤,填充,再生料等等),一套螺杆机筒可翻新1-2次。几乎所有的塑胶机械螺杆机筒都可以翻新修复。
二、螺杆机筒翻新修复工艺:
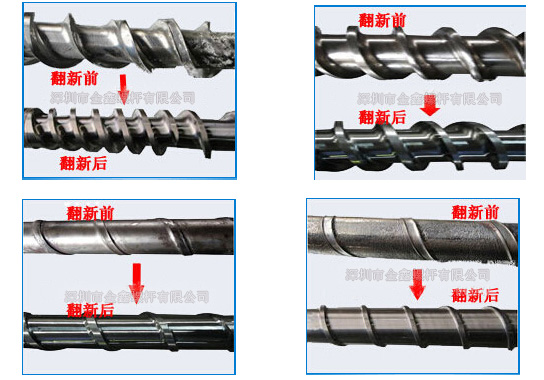
我司拥有专业的修复旧螺杆机筒的设备和成熟的技术,变废为宝,对旧的机筒螺杆进行翻新修复,翻新后无论机筒螺杆的同心度、间隙,还是机筒内孔、螺杆的外径的平滑光泽度都与新机筒、螺杆几乎相同。
1、将机筒内孔按最大磨损位置镗磨平整,然后氮化、抛光处理;螺杆螺纹表面经过表面处理后喷涂耐磨耐腐蚀合金(碳化钨合金),再研磨至与机筒新尺寸配合。
2、磨损特别大的,用镶合金套的方法使机筒达到原装机筒尺寸,加工方法:机筒铰孔,将内孔直径加大12-14mm,再将淬火的硬质合金套镶进机筒内(合金套单边厚度6-7mm),硬度:HRC58-70度,然后内孔精磨到原装尺寸,螺杆喷涂合金后精磨到原装尺寸与机筒配合。
翻新后的螺杆机筒间隙尺寸配合紧密,增强了塑化,恢复了产量。且喷涂合金后的螺杆更加耐磨耐用;真正为客户创造了价值。

